|
|||||||||||||||||||||
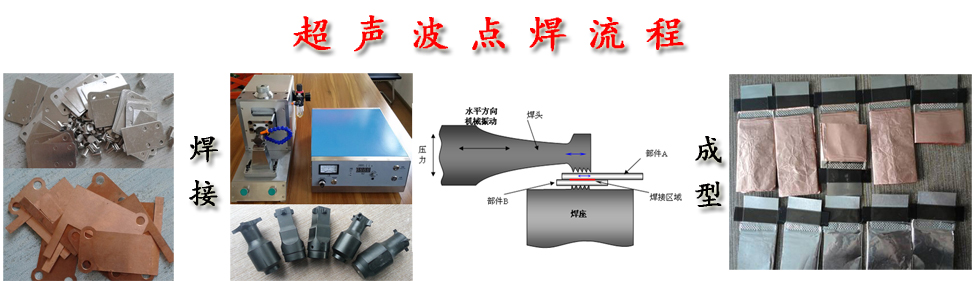
��x��늳��кܶ�N��̖���������a(ch��n)�^���У���Ҫ���ӵĹ������늳ؽM�B��Ƭ���ӡ��⚤�ܷ⺸�ӡ��O�����ӡ���ȫ�y���ӵȡ�
���ӵIJ��|(zh��)��Ҫ�м��~��懡��X���X�Ͻ𡢲��P䓵ȣ�����(j��)���ϷNͺ�Ȳ�ͬ�����ü�������Ҫ����l�}�_YAG���w����������(zh��n)�B�m(x��)���B�m(x��)���w��������
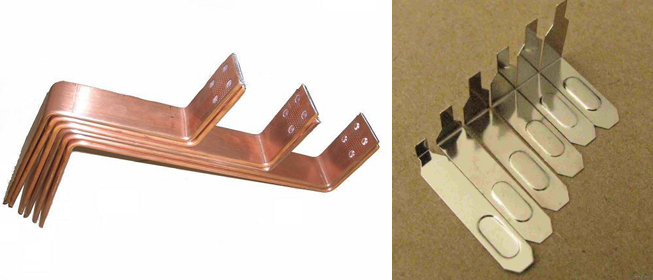
1.늳ؽM�B��Ƭ����
늳�֮�g�Ĵ���(li��n)һ��ͨ�^�B��Ƭ�c���w늳صĺ��Ӂ���ɣ���ؓ(f��)�O���|(zh��)��ͬ��һ�����~���X�ɷN���|(zh��)�������~���X֮�g���ü��⺸�Ӻ��γɴ��Ի�����o���M��ʹ��Ҫ��ͨ�����ó��������⣬�~���~���X���Xһ������ü��⺸�ӡ�
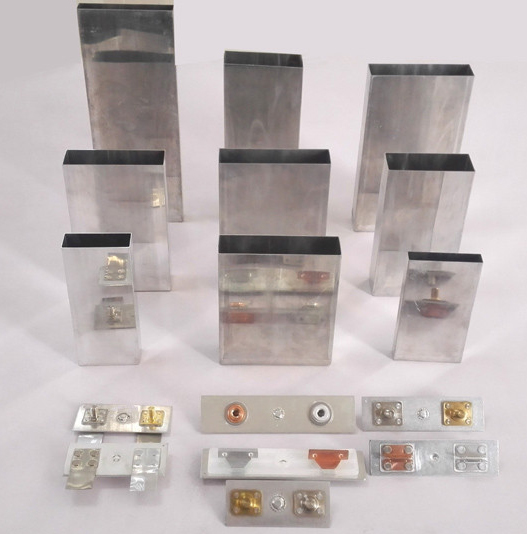
2.늳ؚ��w�c�w���ں���
늳صĚ��w�������X�Ͻ�Ͳ��P䓣����в����X�Ͻ�Ķ࣬һ���3003�X�Ͻ�Ҳ���ٔ�(sh��)���ü��X�����P��Ǽ��⺸���ԺõIJ��|(zh��)������304���P䓣��oՓ���}�_߀���B�m(x��)���ⶼ�܉�@�����^���������õĺ��p���X���X�Ͻ�ļ��⺸�������ܸ���(j��)���ú��ӷ�ʽ�IJ�ͬ�����в�����˼��X��3ϵ�X�Ͻ�����}�_���Ӻ��B�m(x��)���Ӷ��]�І��}������ϵ���X�Ͻ���(y��u)�x���B�m(x��)���⺸�ӷ�ʽ���ԜpС�Ѽy�����ԡ�ͬ�r������(j��)늳ؚ��w����x����m���ʵļ�������һ�㚤�w���1mm���r���ɿ��]����1000W�ԃ�(n��i)��ģ�������������1mm������ʹ��1000W���φ�ģ���ģ��������
С�����늳س����ñ��^�����X���������0.25mm���ң���Ҳ�еIJ���䓚������ښ��w��ȵ��P(gu��n)ϵ�����늳صĺ���һ������^���ʵļ��������ɣ�Ŀǰ���õ���YLR-500������������(j��)���H������Ҫ�ɲ����B�m(x��)���ӣ�Ҳ���Բ����{(di��o)���}�_ݔ�����}�_���⺸�ӣ���ֱ�Ӳ���QCW��(zh��n)�B�m(x��)�������M(j��n)���}�_���ӡ�
ͬ�r�������R�����^�ĺ��ӷ�ʽҲ�ɲ��á�ʹ���B�m(x��)���������ӱ����늳أ�Ч�ʿ�������5~10���������^Ч�����ܷ��Ը��á��������uȡ���}�_���������@����(y��ng)���I(l��ng)���څ�ݡ�
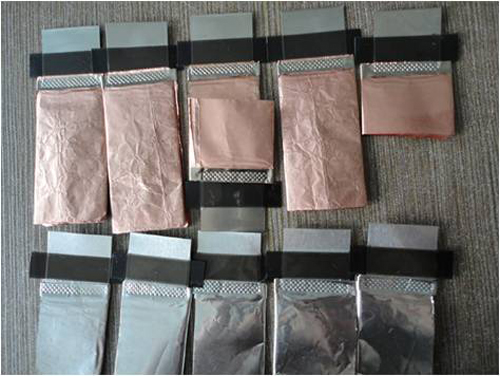
3.늳ؘO���c(di��n)��
늳ؘO��ʹ�õIJ��|(zh��)�������X����懎����X懏�(f��)�ώ��Լ��������~���ȡ�늳ؘO���ĺ���һ��ʹ���}�_���әC(j��)���S��IPG��˾QCW��(zh��n)�B�m(x��)�������ij��F(xi��n)������늳ؘO��������Ҳ�õ��ˏV���đ�(y��ng)�ã�ͬ�r����������|(zh��)���á������܉�������С�����ڑ�(y��ng)���߷����ʵ��X�����~���Լ�խ��늳ؘO�����O��������1��5mm���£��ĺ���������(d��)�صă�(y��u)�ݡ�

4.늳ؘO������
���OҲ��늳صĘO��,�����X�Ƶ�,�ڶ���늳ص���������Ҫ�����c����һ�X�Ƶİ�ȫ�y������һ��
5.늳ذ�ȫ�y����
늳صİ�ȫ�y��늳ط�ڰ��ϵı����y�w,��(d��ng)늳�(n��i)���������^Ҏ(gu��)��ֵ�r,��ȫ�y�y�w����,����늳ر��ѡ���ȫ�y�Y(ji��)��(g��u)����,�ܶ���늳؏S�ҵČ����O(sh��)Ӌ,�������ԭ�������ü��⺸���ι̵ġ�һ���Π�ăɂ��X�|(zh��)����Ƭ,�ɼ����۰��γɵĿ�����(qi��ng)��,�����O(sh��)Ӌֵ����֮��(n��i),��ͨ�^�����۰�ʹ늳�(n��i)���γ�ͨ·;����(d��ng)��(n��i)���������ߵ�һ��ֵ�r,�����۰߱�˺�_,���o(h��)����,����@������?q��)����⺸�ӹ�ˇҪ��O���(y��n)��
�]�в����B�m(x��)���⺸��֮ǰ��늳ط����y�ĺ��Ӷ��Dz����}�_���������ӣ�ͨ�^���c(di��n)�c���c(di��n)���دB���w�팍�F(xi��n)�B�m(x��)�ܷ⺸�ӣ�������Ч���^�ͣ����ܷ��������^������B�m(x��)���⺸�ӿ��Ԍ��F(xi��n)���ٸ��|(zh��)���ĺ��ӣ����ӷ�(w��n)���ԡ�����Ч���Լ���Ʒ�ʶ��܉�õ����ϡ�

