超聲波焊接效果的影響因素有:電芯制作工藝(疊片或卷繞),單層極耳厚度、極耳材質,蓋板極耳引片厚度、材質,極耳引片厚度、材質,焊接面積,焊印形狀,焊接參數等。
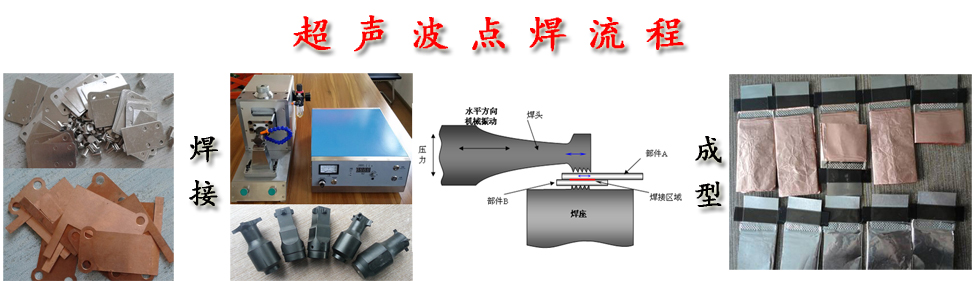
超聲波焊接在鋁殼電池制作中的應用
鋁殼電池(疊片工藝)在制作過程中,對于層數較多的極耳,需通過超聲波焊接機對多層極耳預焊后的極耳與蓋板極耳引片焊接起來。若極耳層數較少,可直接對多層極耳與蓋板極耳引片進行焊接,無需預焊;若蓋板極耳引片厚度較大,即使極耳層數較少,也需進行預焊。預焊起到整形的作用,有利于蓋板極耳引片與極耳之間的焊接。
目前,市場上適合鋰離子電池行業使用的超聲波焊接機功率,功率小的為40khz/500w,功率大的為20khz/500w。預焊時,可選擇功率較小的設備,蓋板焊接時可選擇功率較大的設備,為保證焊接質量,預焊和蓋板焊接所用設備應分開旋轉。對于同于一臺設備,可同時進行預焊和蓋板焊接,但要頻繁調整焊接參數,易導致焊接效果不穩定。焊接完成后,需要使用拉力設備檢驗焊接效果,根據測試結果對焊接參數進行調整,直至焊接效果佳。
超聲波焊接在軟包電池制作中的應用
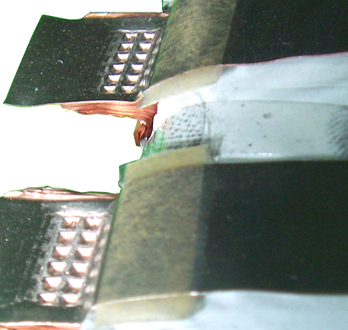
軟包電池(疊片工藝)與鋁殼電池(疊片工藝)不同,在制作過程中,軟包電池需對多層極耳進行預焊,再將極耳引片與預焊后的極耳焊接在一起,極耳引片與鋁殼電池的極柱功能相當。整個過程分為極耳預焊和極耳引片焊接兩步。軟包電池(疊片工藝)層數較少,可用功率較小的超聲波焊接機。
軟包電池(卷繞工藝)需要將正、負極的極耳引片分布焊接在正、負極片上,在進行卷繞,形成單只電芯。在此過程中,需用超聲波焊接機進行極耳引片焊接,由于極耳引片較薄,可選用800w左右的焊機焊接。